



 扫一扫
扫一扫

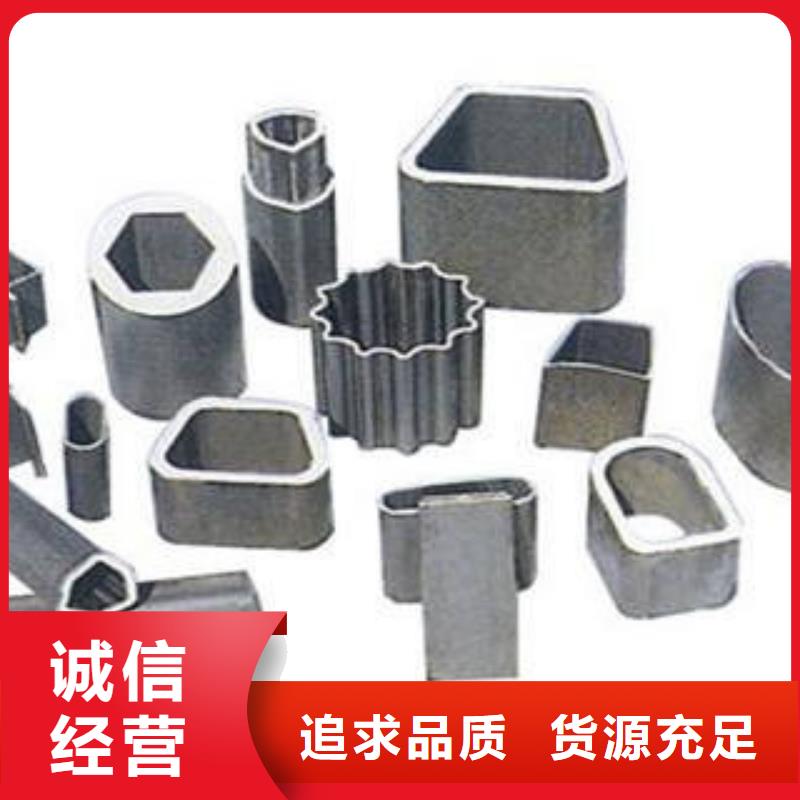
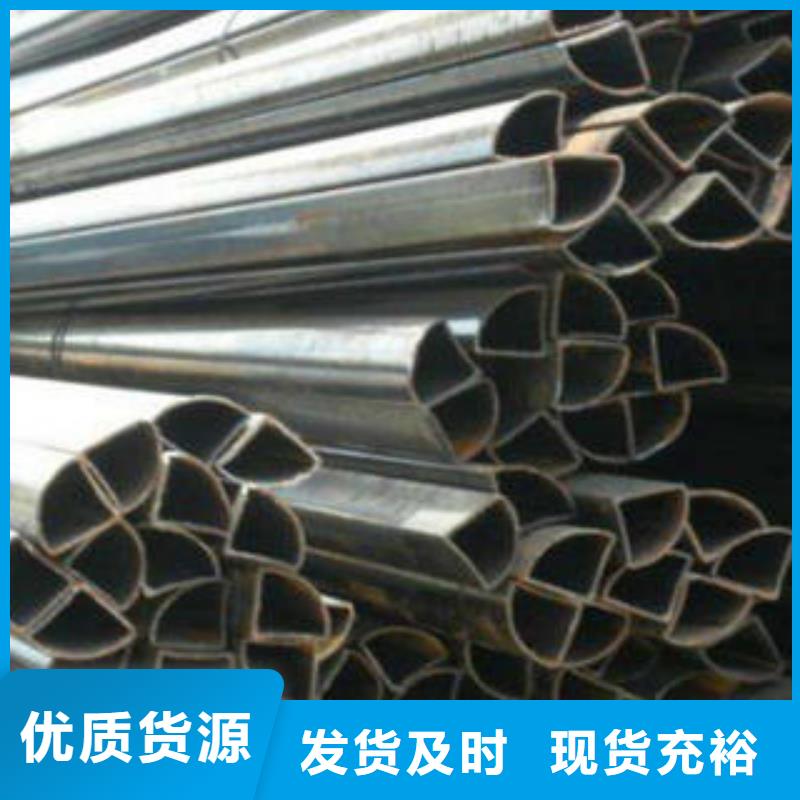
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为预防大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。


我国异型钢管行业生产技术装备水平既有世界 的无缝钢管和焊接钢管生产机组,异型钢管又有不断增加的穿孔+冷拔机组和焊接钢管热镀锌机组等。异型钢管后者生产过程涉及到废酸、废水的处理和废气排放等问题,这些机组大部分装备水平很低,环保设施不完善。异型钢管初步统计数据显示,穿孔+冷拔机组占我国无缝钢管机组总数的比例达60%左右,产量占20%左右,热镀锌机组也占有一定的比例。这些机组中相当一部分是属于须淘汰或改造的产能
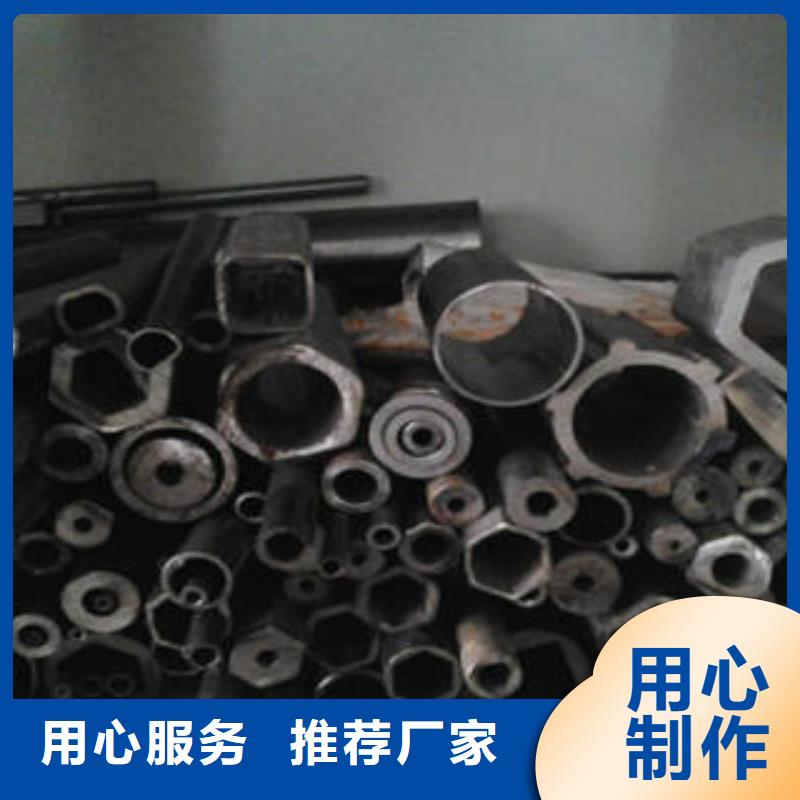
(一)异型管在仓库里不得与酸、碱、盐、水泥等有侵蚀性的材料堆放在一起,不同品种的钢材应分别堆放,防止混淆,防止接触腐蚀。
(二)遮盖物应结实耐用,防止长时间日晒雨淋而腐烂渗漏。钢管遮盖时应保证表面通风,避免水蒸气难以挥发而在表面汇集。
(三)库房应根据地理条件选定,一般采用普通封闭式库房,即有房顶有围墙、门窗严密,设有通风装置的库房。



异型管的工艺性能
(一)切削加工性
异型管切削加工性系指金属接受切削加工的能力,也是指管材经过加工而成为合乎要求的工件的难易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。
(二)锻性
异型管材料在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。锻性好坏主要决定于金属的化学成分、显组织、变形温度、变形速度及应力状态等因素。

浩融金属制品厂有限公司主营 铜仁圆钢。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!


技术支持:cdlgp.com