我们的现场实拍视频将带您走进<桂林>【当地】绗磨管-空心杆免费寄样产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:<桂林>【当地】绗磨管-空心杆免费寄样的图文介绍


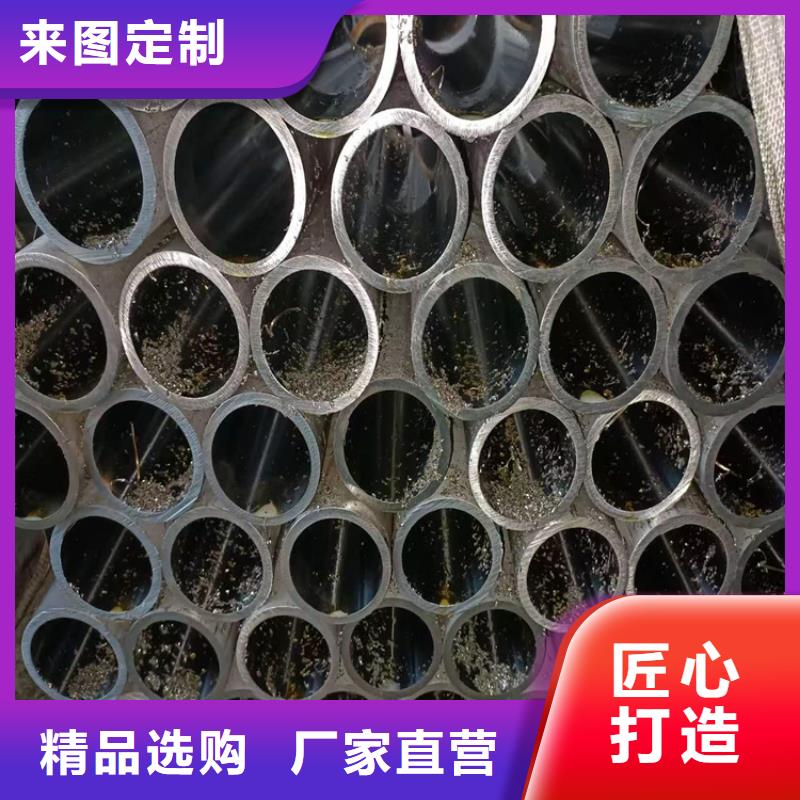
桂林企业旺旺珩磨管绗磨管油缸管小口径绗磨管麻点缺陷处理 在加工之前表面会有很多的麻点,这是影响小口径绗磨管质量的重要因子,要想经过绗磨后获得质量好的液压油缸管 ,就需要对这些麻点进行修复。那么,小口径绗磨管表面缺陷的修复方法有哪些呢?1.加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2.优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3.热轧管内孔缺陷清理。



安达液压机械有限公司自投产以来,通过优良的 桂林不锈钢油缸管、产品性能和完善的售后服务体系逐步赢得了客户的信赖并全国各地。公司一贯坚持以人为本的管理理念,人才荟萃是我们创新发展的基础,质优量大是我们竞争前进的优势。我们的生产工艺规范,技术力量雄厚,可根据客户要求和使用环境不同制造出符合客户需求的 桂林不锈钢油缸管、。


桂林企业旺旺珩磨管绗磨管油缸管绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形消除,硬度提高HV≥4°4、加工后有残余应力层,提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。对冷拔20#绗磨管的质量进行考察,还必须要考虑到冷变形强化方面的内容和意义,首先是需要考虑到强化的具体材料和手段,因为有很多的材料是不能利用热处理的方法来进行强化的,因此,这种冷变形的强化方式就显得尤为重要了,再从更为长远的方向来进行考虑,冷处理方法能够提升冷拔20#绗磨管在使用过程中的保障性,因此,这种管道材料的优势显得更为明显,所以,推广度也比较高。



2桂林企业旺旺珩磨管绗磨管油缸管.消除铸件白口的高温石墨化退火铸件冷却时,绗磨管表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法消除白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以消除正火时产生的内应力


桂林企业旺旺珩磨管绗磨管油缸管绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。








 扫一扫
扫一扫